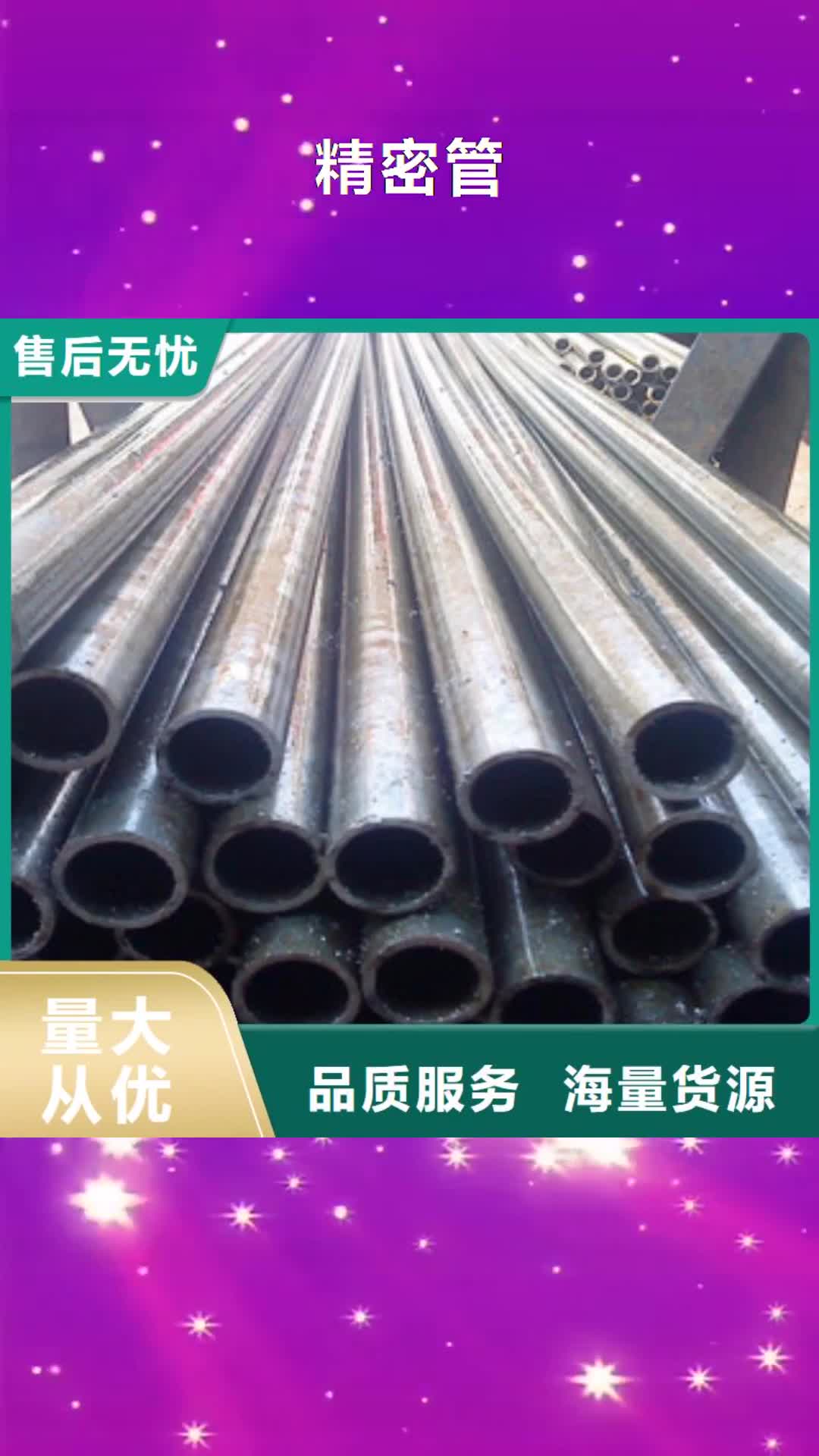
316不锈钢管新物通【钢锭】304不锈钢管好货直销
更新时间:2025-05-31 03:06:00
Tags: 钢锭



想一睹钢锭产品的真实风采吗?我们的现场实拍视频将带您亲临现场,带你感受钢锭产品的独特之处!
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 正强 |
| 类型 | 钢锭 |
| 产地 | 山东 |

采购钢锭,【聊城新物通物资(乌鲁木齐市分公司)sdzq2291-3】厂家直销,工艺精湛,外型美观,品质,售后服务完善,欢迎来电详询。联系人:李博,地址:东昌府区滦河路170号。

半镇静钢 介于镇静钢和沸腾钢之间的钢种。这种钢内部气体少,结构接近于镇静钢。半镇静钢浇铸初期不产生气泡,当顶部自然凝固封顶后(可采用瓶口模促进封顶),由于钢液中碳和氧的富集和温度降低,促使在钢锭顶部产生少量一氧化碳气泡,填充整个钢液的凝固收缩空间。因此,可得到与沸腾钢相近的钢锭成坯率。半镇静钢主要用于中等碳含量和中等质量的结构钢,所用铸模一般为敞开式上小下大型。 脱模 浇铸完毕的钢锭,需待内部完全凝固后方可脱模。对裂纹敏感性强的合金钢锭,脱模后应在热状态(900℃)放入缓冷坑中保温缓冷,或在不低于750℃温度下热送入轧钢车间的均热炉或加热炉。钢锭的用途广泛,按照其经锻压、轧制成材的产品类型,可分为以下几类。

铸钢的熔点高,相应的其浇注温度也高。高温下钢水与铸型材料相互作用,易产生粘砂缺陷。因此,应采用耐火度较高的人造石英砂做铸型,并在铸型表面刷由石英粉或锆砂粉制得的涂料。为减少气体来源、提高钢水流动性及铸型强度,大多铸钢件用干型或快干型来铸造,如采用CO2硬化的水玻璃砂型。 浇注工艺是铸钢件整个生产流程中至关重要的一个环节,如果该环节没有处理得当铸造出合格的铸钢件很困难,因此在铸钢件生产中,应该严格按照要求来进行浇注环节各项操作。 为了获得合格的铸钢件,严格控制浇注温度、浇注速度,严格遵守浇注操作规程很关键。 就浇注温度而言,浇注温度对铸件质量影响很大,应该根据合金种类、铸件结构和铸型特点确定合理的浇注温度范围。根据碳钢的型号选择合理的浇注温度,一般浇注温度在1540-1580℃(浇包内钢水温度)之间。

专业修补剂表面处理:除去铸钢件表面松动物质,采用喷砂、电砂轮、钢丝刷或粗砂纸等方式打磨,提高修复表面的粗糙度,使用丙酮清洗剂擦拭,以清洁接着表面。 专业修补剂涂胶:修补剂是由A、B双组份组成,使用时严格按规定的配合比将主剂A和固化剂B充分混合至颜色均匀一致,并在规定的可使用时间内用完,剩余的胶不可再用。 专业修补剂将混合好的修补剂涂抹在经处理过的基体表面,涂抹时应用力均匀,反复按压,保证材料与铸钢件的基体表面充分接触,以达到更佳的效果。需多层涂胶时,需对原涂胶表面进行处理后再涂抹。 专业修补剂在低于气温25℃时可适当延长固化时间,当气温低于15℃时,采用适当的热源进行加热(红外线、电炉等),但加热时不可以直接接触铸钢件的修补部位,正确操作是热源离修补表面40cm以上,60~80℃保持2~3小时。










大家都爱看